
SWR Measurement Management
Level measurement device manufacturer SWR has recently assisted two companies to monitor the material flow of its operations.
Two German companies recently required an increase in their level measurement technology.
One produced lime and manufactured a wide range of products across its cement and lime plant, including coarse limestone grains, lime sand, finely ground unburnt limes or highly reactive lime hydrates.
Lime was delivered to the grinding plant and then ground in the ball mill into fine lime, which was then carried out of the mill and transported by different screw conveyors and a bucket elevator to a silo. Between the last screw conveyor and the bucket elevator, the material quantity was measured in freefall.
The company needed the ability to measure the quantity of the different lime products during fabrication processes and to get a more detailed overview of the fabricated material volumes. To do so, it reached out to Level measurement device manufacturer SWR, which installed the MaxxFlow HTC.
The MaxxFlow HTC measures high mass flow rates from the exit of the pre-feeding devices, such as screw conveyors, air slides, rotary valves or bucket elevators. It has been designed to have low height and be wear-free, cutting maintenance costs down significantly. Additionally, simple calibration systems were taken into account to ensure ease of use.
The customer installed the MaxxFlow HTC in different places around the site, including on included lines to minimise installation costs.
Silo Monitoring
A German refiner of kaolin and crystal quartz also needed to upgrade its capacity for level measurement. It extracts raw materials in an opencast mine and, as part of the quartz sand recovery process, the extracted material is washed and dried, with a downstream sieve helping to achieve the required grain size. After the milling and screening process, the material is then transported by conveyor belts to feed into a silo.
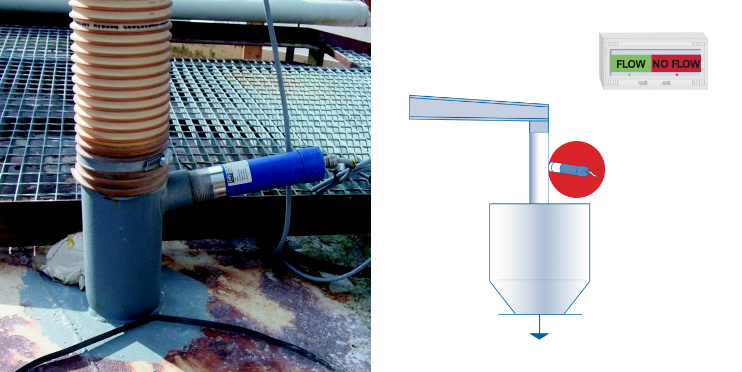
The company wanted to monitor the material being conveyed, especially the feeds, and required a device that could detect the material flow at the silo entry with a flow/no flow signal transmitted to the control room to control the transport state and avoid a wrong filling of the silo.
SWR assisted the company by installing a FlowJam microwave detector for contactless monitoring of material slows, looking for flow or now flow signals. The system was installed on a pipe at the silo entry and generates a signal through a relay circuit, which is then sent to the control room to help initiate a material stop.
The system is able to immediately recognise misguided material flows and has led to an overall increase in quality and process reliability.
Bintech Systems are the Australian distributors of SWR products. They offer a full range of level switches and transmitters, flow metres, pressure transmitters, temperature transmitters and analytical instruments. It combines technical backup with the ability to adapt products to the specific needs of an application.
On-site technical support and advice are available, along with custom-built products to help provide personalised service for each customer.